重庆博煜自动化设备有限公司

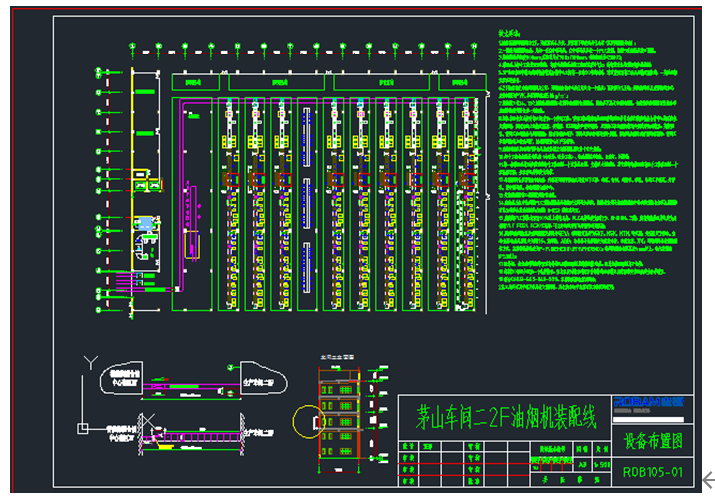
杭州老板电器股份有限公司,茅山车间二(2楼)油烟机装配线解决方案
I一般事项
1、设备的用途和说明
整线将对油烟机组装、包装,打包输送。将组装好的货物从二楼车间各产线输送至智能物流仓储中心,
2、设备名称
装配线,输送线
3、交货场所
贵公司工厂内的指定场所
4、交货日期
签约时约定
5、确认图
签约后提交详细部件,组件确认图,经双方确认后开始制作
6、验收条件
根据杭州老板电器QHLBSS2-049-2014机器设备验收标准进行验收
7、 工程项目
1) 组装线,输送线整体的设计和布局。出具详细制作工程图
2) 基础设备的安装, 不影响工程正常生产下,进行厂房的打通及安装时所必须的高空行走设施铺设,
3) 对整线进行按图施工制造(线体,支架以及固定架,护栏,等)
4) 安装在场地使用及试运转时所必须的电气,水 ,高压空气,以及照明等。
5) 装置设备整体。安装调试,试运行,设备验收以及移交详细机,电设计书。设备资料。
8、其它
1) 确保在搬入及现场工事时材料和装置的放置场所。

1) 控制方式:
输送线采用西门子人机界面+PLC控制整个输送线模式运行的选择,和参数的设置,采用先进的上下位通信模块建立以太网控制,监控。使用远程IO模块,PLC控制气缸或马达配合动作响应,
识别感应器均采用欧姆龙品牌高性能高频率红外线光电开关,接近开关 ,对射式红外线光电感应器。接触式感应器等元件,灵敏度与感应范围都将胜任秒级传输速度。
整体装配线,通过以太网管理,通讯,运作,配套方便,扩展方便,
控制执行单元采用亚德客,SMC品牌元件,,能在高使用频率长时间工作下,都能达到稳定的速度和灵敏度,
2)控制步路:(产考《装配线工位文档》)
右侧第一条线过道侧每工位配一个液晶显示屏海信24寸,其余8条线配置4个液晶显示器,每个控制柜配置触摸屏人机界面,17工位+反修2工位根据工位配置加装工位功能按钮(施耐德),线路步路采用线内步路,采用100*50集中走线,每段设置接线盒,方便安装。所有PLC(西门子)配置均按照配置预留10%备用点,每工位均安装动力部分配置丹佛斯变频器,调速电机配置通讯控制功能,所有电器防护等级安装IP55设计
3)运行方式、设定操作
1.(人工)开机起动前检查设备完整 安全性,
2.(手动电控)打开控制柜总电源,启动输送输线.系统自检完毕,(上位机,PC监控启动)电脑端操作启动输送线各组,各部运行。CDE线为单独控制,可由以太网上位机启动运行。
3.(人机界面)启动主输送A线各部,A线为9条,每条各线独立控制,通过以太网与上位机通讯控制,设置模式下的输送速度,默认速度15米/min.启动顶升机输送功能,同时条码识别系统随A线启动,条码通过以太网反馈NG,OK型号给A线PLC。当A线启动时,检索B线, F线启动情况,如后续段未启动,则报警,并可强制启动,
(人机界面)启动B线,或选择其中一条输送线(单条启动运输模式)(多条运输模式)
B线接A线各入口通行规则按照交通规则模式控制,出口段设置两个光电,直行光电,转弯光电,直行货物提前到达,转弯货物让直行货物先行,转弯货物先到,直行货物让转弯货物行走。B线在自动运行模式下具有休眠模式,某线长时间未进入货物,则进入停止待机状态,以节约能源
※注解: (出口能力转换) 工厂根据出口处操作人员实际能力设定模式,物品流出到B线的数量根据实际最大产量设置输送速度参数,B线速度上下可调整10%
4.(人工)放料至A线中其中各组,随生产在人界界面设定运作方式
5.机器自身运作
A线为间断的运输物品至B线.由条码识别机识别的信号,传递给PLC控制单元,驱动顶升机升起--运输—降下,物品流出A线到B线空中输送, B线汇流到F线。
※注
条码识别器是利用高频率红外线,对条码进行转换成电信号,通过PC机内预设的类别进行比对.将物品识别归类,发送信号给PLC
顶升机由马达,辊筒,升降气缸,与光电感应组成,是PLC控制下的执行单元,负责将物品由主线转换到另一条线后进行输送
A.线每组包倍速链线体,阻挡机构,顶升旋转机构,反工倍速链线,过渡辊筒线,线内顶升平移机构,积放式辊道,自动打包机,折盖封箱机,成品转线机械手
B.线分为线内顶升平移机构,线体A段,B段,C段,转弯滚筒线,阻挡机构,(与A线交汇处)运输模式在(单条)(多条运输模式)优先享有运输物品至A线的权力。
C.线分三楼升降机,四楼升降机
D.线分悬挂链线,包含水平段,爬坡段,挂架。
E.部装线包含,3条皮带机,
F.仓储过渡线,包含3条皮带机,其中一段斜坡输送
A线至B线:
(单条运输模式)
物品由A线各组任意其中一条流向B线 ,直接流F线,启动A线其中一组
(多条运输模式)
A线各组运行,任意组合(人机界面选取)
(A线B线F线运行)
(1) A线各组优先启动倍速链,------返工倍速链-------积放段各组件,提升机到达B线入口输出信号给B线
(2) B线启动后,依照顺序次启动每段电机,启动完毕,等待A线各组提升机信号动作
(3)F线全线启动—F线启动后,由线体头部光电感应是否有物品经过,如果有就运行启动,长时间不动作,则进入休眠模式 <与B线同时进行>)
完成周期循环
(C线D线E线运行)
CDE线为独立运行,上位机控制,
完成周期循环