任方春
工艺为:工件上料区 → 预装区 → 检测区 → 工件下料区 → 空板通过提升机输送到线体前端,线体双边布置气路和线槽插座,每1米一个工位,双边共计 26 个工位;控制部分采用日本三菱 PLC 控制,使生产线达到可靠的自动化运行。主要技术指标: 1.线体节拍:36秒; 2.线体绝缘地电阻:≥2兆欧; 3.线体接地电阻: ≤4欧姆; 4. 线体噪声: ≤72db: 5.工装板尺寸:(L)1900mm*(W)600mm*(H)25mm 6.气源压力要求5~7kg/平方厘米,用气量 6平方立方/小时; 7.电路要求:采用三相五线制,有可靠接地,控制柜的设计和制造安装符合国家电器技术的安全标准;
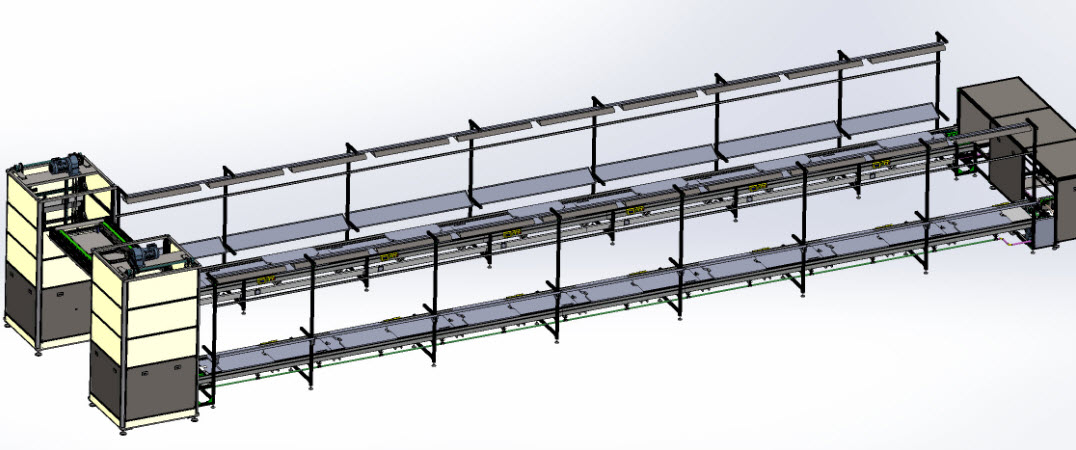
技术说明:
1、流水线规格:总长16200mm*总宽3780mm*高800mm
2、总工位数:14个;10个工具盒(长1950mm*宽300mm*厚25mm)
3、工装板:长1900mm*宽600mm*厚25mm,四周包边,上铺防静电胶皮,材质多层压合木板;数量20块;
4、日光灯:220V*1250*T8/P双灯管LED防爆灯;
5、三倍速链支架采用40*40铝型材;输送导轨采购三倍速链专用铝型材;链条采用三倍速链条;
6、作业指导书看板:流水线每个工位采用H型铝型材+透明亚克力板固定座放置工艺文件;
工具吊轨:全线采用25*25专用吊轨+滑轮1000/P;
7、机脚采用可调整M14调整脚,调整高度100mm;
8、线槽采用40*80铝合金槽,每个工位安装220V,6孔插座一个,共计14个插座;
9、气管采用1寸镀锌气管,每个工位配一个3接头快插。
10、每个工位安装一个急停开关,倍速链全线封板;
11、采用日本三菱PLC控制,在提升机出入口安装安全光幕,进出口高度不高于产品高度200mm;提升机四周采用铁板+铝型材防护,进防止人员进入到提升机内;
12、动力采用台湾万鑫减速电机,倍速链采用1HP减速电机,减速比50:1;
13、阻挡器采用立式QX-2阻挡器;
14、提升机电机、顶升平移机、皮带输送线、倍速链电机 均采用台湾品牌电机;